
Petr Lukašík
Tajmac-ZPS a.s.
Třída 3. května, 1180 Zlín
email:
plukasik@tajmac-zps.cz
Sysel Martin
Univerzita Tomáše Bati ve Zlíně
Fakulta aplikované informatiky, Nad Stráněmi
4511, 760 05 Zlín
email: sysel@fai.utb.cz
Abstrakt:
Uplatnění metod mechatroniky ve vývoji a konstrukci obráběcích
strojů představuje zásadní krok ke zvýšení kvality výsledného produktu. Dále umožňuje
snížení nákladů na konstrukční a technologický vývoj v této oblasti. Cílem analýzy
bylo zhodnocení dostupných 3D grafických programů a jejich využití při simulaci
mechatronických vazeb v oblasti víceosého obábění. Z průzkumu vyplynula absence
vhodného softwarového produktu pro simulaci víceosého obrábění.
Klíčová slova:
Mechatronika - Inženýrský obor zahrnující znalosti
z oblasti mechaniky, elektroniky a softwaru.
HIL (Hardware in the loop) - Simulace
mechatronických prvků s pomocí výpočetní techniky
VNCK (Virtual NC Kernel) -
Virtuální jádro řídicího systému
NCU link - Sběrníce pro propojení dvou řídicích
systémů
Konstanty Kv, Ryv (jerk) - Základní konstanty CNC řídicího systému (Kv-zesílení,
Ryv-změna zrychlení)
Úvod
Pro standardní obráběcí stroje existuje na trhu velké množství softwarového vybavení, které umožňuje tvorbu technologie obrobku a výpočtu reálných časů obráběcího cyklu. Ovšem speciální stroje, zejména vícevřetenové soustružnické automaty nemají v oblasti komerčního softwaru pro vývoj technologie obrobku prakticky žádné zastoupení. Je to způsobeno především velmi specifickou problematikou tvorby technologie a také velmi úzkou specializací těchto obráběcích strojů. Vzhledem k tomu, že je na tomto typu stroje řízeno až 56 pohybových os, (v běžné praxi je řízeno obvykle 5, ve výjímečných případech 7 os), jedná se o poměrně specifckou disciplínu, která klade vysoké nároky zejména v oblasti detekce kolizních stavů v pracovním prostoru a také na velmi přesný výpočet technologického času stroje. Ten je v oblasti velkosériové výroby, kromě přesnosti a spolehlivosti jedním z nejdůležitějších ukazatelů kvality stroje. Dalším limitujícím faktorem je, že pro řízení tohoto typu stroje jsou použity dva systémy SIEMENS 840D které jsou propojeny jako master-slave pomocí NCU Link. To umožňuje nezávislé řízení všech požadovaných pohybových os.
Prvním úkolem bylo analyzovat možnosti komerčního softwaru a v případě nedostatečné nabídky následně realizovat software, který by tuto speciální oblast zastřešil.
Druhým důvodem byla snaha o praktické využití vazby Hardware In the Loop, která na základě mechatronického modelu stroje, umožní vizualizaci a prezentaci reálných výpočtů, které budou základním stavebním kamenem pro optimální návrhy hlavních konstrukčních částí stroje. To má zásadní vliv na urychlení vývoje prototypu a snížení nákladů na technickou přípravu výroby..
Třetím důvodem byla snaha o co nejpřesnější výpočet pracovního cyklu stroje, na němž závisí výsledná produktivita. Kvalita technologie je posuzována nejen jakostí obrobku, ale i výrobního času, který je laděn s přesností na desetiny sekundy.
Analýza vizualizačních metod a kolizí v oblasti pracovního prostoru stroje
Blender 6.4.2
V prvé fázi bylo analyzováno využití animačního softwaru Blender, [1] který je distribuován v GNU licenci a který primárně slouží k modelování a animaci. Nespornou výhodou tohoto softwaru je především vysoká kvalita a možnosti, které poskytuje právě v oblasti počítačové animace. Důležitou vlastností Blenderu je možnost importu velké škály grafických formátů. Toho bylo právě využito pro bezproblémový import geometrie pracovního prostoru stroje, který byl k dispozici ve vektorovém formátu VRML. Následně byly napsány pluginy v pythonu, které prováděly transformaci ISO kódu do 3D animace pracovního prostoru. Toto řešení mělo několik zásadních nedostatků, které ukázaly nevhodnost Blenderu pro využití v této oblasti. V prvé řadě se jednalo o omezenou funkcionalitu převodníku ISO kódu, který umožňoval jen některé geometrické transformace, to znamená přímku a kruhovou interpolaci. Druhým a zásadním nedostatkem byly velmi vysoké nároky na výpočetní výkon interpreteru Python. V praxi bylo možno sledovat maximálně dvě pohybové osy stroje. To při požadavku 56 os bylo prakticky nepoužitelné. Přestože se jedná o vynikající animační software, není primárně určen k požadovanému účelu. Důvodem proč nevyhověl je vliv velkého množství precizních grafických funkcionalit, které ovšem výrazně zpomalují realtime animace. Programátorský interface v jazyce Python také není vhodný prostředek pro simulace v reálném čase.
EdgeCAM
EdgeCAM dokázal dobře postihnout pouze oblast jediného vřetene stroje bez jakékoliv vazby na vřetena ostatní. Tím byla prakticky znemožněna kontrola celého obráběcího cyklu stroje a to zejména kolize mezi nezávisle pracujícími jednotlivými osami. Systém EdgeCAM je určen pro konfigurace strojů se standardní pětiosou geometrií a není připraven pro řešení speciálních úloh
Pro/Engineer
Pro vizualizaci a sledování kolizí byl zkoumán i CAD systém Pro/ENGINEER, který má jisté nástroje pro sledování kolizí a animaci pracovního prostoru. Jeho výhodou byla skutečnost, rutinního využití v oblasti konstrukce obráběcích strojů a dlouhodobé zkušenosti s tímto systémem. Pro/ENGINEER umožňuje definovat takzvané drivery, které jsou schopny rozpohybovat kinematiku stroje. Neposkytuje však programátorské rozhraní, které by dokázalo na stávající grafické knihovny napojit potřebné technologické funkcionality. Proto tato cesta byla vyhodnocena jako neperspektivní.
2.4 Vericut 7.1
Primárně slouží k simulaci NC programů a detekci technologických chyb. Animace pracovního prostoru obráběcího stroje umožňuje sledování kolizních stavů mezi jednotlivými mechanismy a nástroji velmi precizně. Jeho nespornou výhodou je velmi široká oblast použití. Má velmi dobrý grafický editor, umožňující modelovat jakýkoliv 3D objekt včetně nástrojového vybavení. Výhodou je, že používá velmi omezené grafické funkcionality což výrazně zvyšuje výkonnost v realtime animacích. Součástí Vericutu 7.1 jsou také interpretery většiny řídicích systémů, které jsou standardně používány v obráběcích strojích. Kolize v pracovním prostoru Vericut řeší velmi spolehlivě. Nevýhodou Vericutu je, že umí simulovat maximálně 31 řízených pohybových os. Druhou nevýhodou byla nesprávná nebo nedostatečně přesná interpretace výpočtu cyklového času stroje. Byly změřeny dosti velké odchylky mezi vypočteným časem a časem, který byl reálně měřen na stroji. Bylo konstatováno, že tato chyba vzniká proto, že Vericut ve svém interpreteru ISO kódu nezahrnuje systémové konstanty reálného řídicího systému, zejména konstantu Kv a konstanty Ryv (jerk). Proto dochází u složitějších tvarů obrobků k větším rozdílům mezi skutečným a vypočteným technologickým časem s větší chybou než akceptovatelných 5%. U stroje jehož cyklový čas výroby se pohybuje řádově v jednotkách , nejvýše v desítkách sekund je větší chyba výpočtu nepřípustná.
Implementace VNCK pro přesný výpočet technologických časů
VNCK (Virtual NC Kernel) je speciální softwarová opce dodávaná firmou Siemens, která obsahuje standardní jádro reálného řídicího systému. Tím umožňuje precizní simulaci chování reálného řídicího systému. Největším přínosem je, že umožňuje pracovat se stejnými konfiguračními parametry, které jsou definovány u reálného stroje. Tím je zaručeno téměř identické shody při chování simulátoru a reálného stroje nebo částí zkoumaného mechanismu. Simulace umí s velkou přesností zahrnout i dynamické vlastnosti reálného stroje. Toto řešení se ukázalo jako nejvýhodnější při sestavování mechatronických modelů a jejich simulace pomocí metod Hardware In the Loop, ale i při požadavku na výpočet přesného času technologie.

Obrázek 1: Schema VNCK
Díky spolupráci s firmou SIEMENS, která toto jádro zapůjčila k testování, bylo implementováno a reálně vyzkoušeno v projektu konstrukce vícevřetenovéno CNC soustruhu. Systém VNCK(Virtual NC Kernel) je navržen tak, že obsahuje dvě základní komponenty které jsou propojeny asynchronní komunikací na principu klient / server. VNCK server nabízí interface pro všechny příkazy komunikačního klienta. Uživatelská aplikace komunikuje asynchronně s klientem a ten posílá VNCK serveru příkazy ke zpracování. [2] Ty jsou následně vybaveny a posílány zpět uživatelské aplikaci. Komunikace mezi uživatelskou aplikaci a komunikačním klientem probíhá pomocí Windows COM interfejsu, který následně pomocí TCP/IP protokolu komunikuje s VNCK Kernelem. [3], [4].
Systém VNCK obsahuje kompletní instrukční sadu ISO kódu a má naprosto shodné funkce jako standardní SIEMENS 840D. To má výhodu v tom, že je možno konfigurační soubory použité na stroji beze zbytku přenést do VNCK simulátoru. Tim je dosaženo naprosto shodného prostředí na stroji i v simulátoru stroje. Tím také došlo k výraznému zpřesnění výpočtu délky obráběcího cyklu stroje. Vývojové prostředí simulátoru bylo použito v grafickém simulačním programu TMis, [5] který byl speciálně vyvinut pro vícevřetenové CNC soustružnické automaty řady TMZ. Základní úlohou, kterou aplikace TMis řeší, je výpočet času obrábění (cyklového času). Protože tyto stroje využívají většinu funkcionalit systému SIEMENS 840D (včetně prostorových transformací), byla integrace VNCK jádra nezbytná. Prakticky není možné vytvořit vlastními silami interpreter kódu ISO, který by plně nahradil interpreter výrobce. Kromě hlavní funkcionality, kterou je příprava vlastní technologie, lze vizualizovat pracovní prostor stroje (v 3D), zobrazit pohyby suportů stroje, vřeten a přídavných technolgických komponent typu pickup, vrtací a frézovací příslušenství. Software umožňuje sledovat i případné kolize nástrojů, držáků a příslušenství a zobrazit tvar hotového dílce včetně úběru třísky.
4 Využití VNCK ve vazbě Hardware In The Loop
Následným cílem je využití VNCK ve vazbě na plně funkční matematický model hlavních částí stroje. Současná praxe ukazuje, několik přístupů k řešení mechatronického modelu stroje.[5]
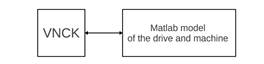
Obrázek 2: VNCK ve vazbě HIL
Pro nejpřesnější simulaci se vychází z komplexního model stroje, který ovšem představuje velmi náročnou úlohu na výpočetní výkon v důsledku rozsáhlých matic modální analýzy a stavového prostoru modelu. K nevýhodám patří zejména vysoké nároky na přípravu modelu a poměrně obtížná modifikovatelnost modelu.[5]
Pro snadnější modifikovatelnost modelu se používají modely konkrétních uzlů stroje a ty jsou následně spojovány v programu SIMULINK. Tato metoda nemá takové nároky na výpočetní výkon, protože každý uzel stroje je modelován zvlášť. Nevýhodou je nižší přesnost výsledků.
Vazba mechatronického modelu a VNCK systému umožní vytvořit virtuální model, který dokáže simulovat pevnostní a dynamické vlastnosti jednotlivých částí, což ve výsledku přinese nejen mnonem kvalitnější návrh, ale také výrazné urychlení vývoje a v neposlední řadě také výrazné snížení nákladů.
5 Závěry provedené analýzy
Výsledkem analýzy a následně provedených prací bylo zjištěno, že obecně nabízené softwarové produkty nesplňují v těchto případech všechny očekávané a předpokládané požadavky. K množině speciálních strojů a zařízení patří také vícevřetenové soustružnické automaty typu TMZ, vyráběné v TAJMAC ZPS a.s. Z výsledku průzkumu vyplývá, že mnohem schůdnější je cesta vlastního řešení softwarové podpory. Komerčně nabízené softwarové produkty, jsou určeny k podpoře standardních technologií obráběcích strojů a v těchto speciálních případech vyhoví kladeným požadavkům jen částečně nebo vůbec.[6]
Vericut 7.1 vyhověl požadavkům částečně a je používán v rutinním nasazení pro sledování a vyhodnocení kolizí, zejména u speciálních seřízení stroje, kdy jsou posuzovány kritické kolize různých držáků nástrojů a pomocných mechanismů a u nichž není rozhodující výpočet přesného času obráběcího cyklu.
Systém Blender nevyhověl požadavkům a nebylo s ním dále uvažováno. Jeho hlavním zaměřením je softwarová animace ve 3D prostoru bez nároku na požadavek realtime aplikací.
Systém Pro/ENGINEER nevyhověl v důsledku chybějícího programátorského rozhraní, které by umožnilo integrovat realtime funkcionality do prostředí tohoto systému.
Systém TMis byl kompromisním řešením mezi nabídkou trhu, požadavky technologie a možnostmi vývoje vlastními silami v TAJMAC-ZPS a.s. Výhodou tohoto řešení je možnost úprav softwaru dle požadavků zákazníka přímo na míru doplňovat speciální funkcionality na konkrétní technologii. Druhou neméně podstatnou výhodou je vlastnictví zdrojových kódů programů, což výrazně zvyšuje pružnost při řešení nových požadavků zákazníků.
Reference
[1] Pavel Pokorný, Blender naučte se 3D grafiku, BEN - technická literatura,
2009 ISBN 80-7300-244-2.
[2] Siemens AG, SINUMERIK 840D VNCK Reference (FBVNCK)
- 09/2007 Edition, Siemens AG, 09/2007.
[3] Siemens AG, SINUMERIK 840D VNCK Restrictions
(FBVNCK) - 09/2007 Edition, Siemens AG, 09/2007.
[4] Siemens AG, SIMODRIVE 611
universal Descriptons of Functions (FBU) - 07.03 Edition, Siemens AG, 07/2003.
[5] M. Machálka, Nové metody a postupy při využití mechatronických prvků v konstrukci
a stavbě obráběcích strojů, Tajmac-ZPS a.s.,2011.
[6] Petr Lukašík Analýza
grafických prostředí pro vizualizaci pracovního prostoru stroje, Tajmac-ZPS a.s.,2011.
[7] Tajmac-ZPS a.s. Technická dokumentace stroje TMZ 642 CNC, Tajmac-ZPS a.s.
2008
Aktuální číslo
Odborný vědecký časopis Trilobit | © 2009 - 2026 Fakulta aplikované informatiky UTB ve Zlíně | ISSN 1804-1795