
Ing. Peter Kleinedler, PhD.,
STU MTF v Trnave
Detašované pracovisko Dubnica nad Váhom
Partizánska 151/3
01841 Dubnica n/V
Slovenská Republika
Meranie kužeľových plôch patrí medzi základné uhlové merania, ikeď nie tak časté vstrojárskej praxi. Vyhodnocovanie kritických parametrov na vonkajších avnútorných kužeľových plochách je pomerne zložitou kontrolnou operáciou. Aj keď existuje celý rad metód vyhodnotenia týchto parametrov, výber optimálnej metódy závisí na predpísaných toleranciách týchto parametrov. Cieľom tohto príspevku bolo načrtnúť možnosti ametódy merania kužeľových plôch pri kalibrácii kužeľových kalibrov.
Kľúčové slová: kužeľová plocha, kužeľový kaliber, meranie, odchýlka kužeľovitosti.
Abstract Measurement of conical surfaces is a fundamental angular measurements, although not so common in engineering practice. Evaluation of critical parameters to external and internal conical surfaces is quite complex control operations. Although there are many methods of evaluation of these parameters, the selection of the optimal method depends on the parameters prescribed tolerances. The aim of this paper was to outline the possibilities and methods of measurement conical tapered surfaces to calibrate calibers. Keywords: conical surface, cone gauge, measurement deviation of conicity.
Úvod
Nepresnosťami pri výrobe kužeľov vzniká celý rad odchýlok, zktorých je najcharakteristickejšia odchýlka kužeľovitosti. Nepatrí síce kštandardným odchýlkam tvaru avšak je ňou možné vyjadriť tvar kužeľa. Túto odchýlku definujeme ako rozdiel vrcholového uhla menovitého kužeľa avrcholového uhla kužeľa skutočného. Sohľadom na meracie metódy, používané vpraxi, vyjadrujeme túto odchýlku vmm na zvolenú dĺžku kužeľa.
Pri predpisovaní akontrole odchýlok tvaru je nutné dbať na nasledujúce zásady:
Pri odchýlkach tvaru porovnávame skutočný tvar posudzovaného prvku stvarom ideálnym, predpokladanou výrobnou dokumentáciou. Odchýlky tvaru sa posudzujú pomocou obalových prvkov. Presnosť prevedenia uhla, ktorý je tvorený dvoma priamkami, príložnými plochami alebo hranami je určená tangentou odchýlky uhla vstupňoch. Tangenta je vyjadrená zlomkom, ktorého čitateľ je odchýlka vmm amenovateľom dĺžka vmm (vzdialenosť od vrcholu uhla), na ktorej sa meranie vykonáva. Meranie sa vykonáva obvykle na dlhšom ramene uhla.
1. Stanovenie metrologických parametrov kužeľových kalibrov
Vlastná kalibrácia pozostáva z:
a) vonkajšej obhliadky,
b) stanovenie funkčného priemeru D,
c) stanovenie kužeľovitosti avrcholového uhla kalibra - tŕň,
d) stanovenie kužeľovitosti avrcholového uhla kalibra – krúžok,
1.1 Vonkajšia obhliadka
Pri vonkajšej obhliadke sa vizuálne kontroluje celkový stav kalibrovaného meradla – čistota, prevedenie, stopy po korózii astopy po mechanickom poškodení, prípadne sa vykoná jeho zabrúsenie azačistenie. Ďalej sa kontroluje kompletnosť identifikačných údajov meradla (označenie, výrobca, výr. číslo apod.).
1.2 Stanovenie funkčného priemeru D
Stanovenie rozmeru funkčného priemeru kalibra na kontrolu kužeľových spojení (tŕňa) sa vykonáva univerzálneho mikroskopu suhlomernou okulárovou hlavou.
Do upínacieho zariadenia (upínacie hroty), umiestnime očistený ademagnetizovaný kaliber. Optická sústava mikroskopu sa zaostrí na kalibrovaný kaliber tak, aby obraz jeho funkčných plôch (v svetelnom reze) bol ostrý. Osový kríž uhlomernej hlavy nastavíme na hodnotu 00° 00¢. Os X osového kríža prístroja premiestnime k ľavému okraju čiarky, ktorá vyznačuje funkčný priemer D tak, by stred čiarky osi ležal na jeho zaostrenej hrane (obr.1). Odčítame hodnotu dĺžky všpirálovom mikroskope osi X azapíšeme si ju (hodnota LL). Osový kríž premiestnime k pravému okraju čiarky, ktorá vyznačuje funkčný priemer D tak, by stred čiarky osi ležal na jeho zaostrenej hrane.
Obr.1 Zväčšený rez čiarkou kalibra, ktorá vyznačuje funkčný priemer D
Fig.1 Enlarged cut point calibration, which is characterized by functional diameter D
Odčítame hodnotu dĺžky všpirálovom mikroskope osi X azapíšeme si ju (hodnota LR). Hodnotu LX (podľa obr. 1) – šírku čiarky - vypočítame pomocou nasledujúceho vzťahu:
|
|
(mm) (1)
Súradnicu X stredu meranej čiarky vypočítame podľa nasledujúceho vzťahu:
![]()
(mm) (2)
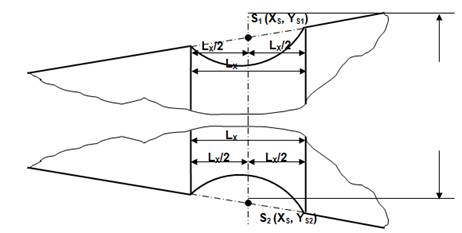
Všpirálovom mikroskope nastavíme vypočítanú hodnotu apresunieme pohyblivé lóže mikroskopu vosi X na túto hodnotu. Získali sme tak stredovú súradnicu čiarky, ktorá vyznačuje funkčný priemer D kalibra. Vďalšom priebehu nie je dovolené meniť polohu tejto súradnice. Po nastavení súradnice X je nutné získať hodnotu súradnice Y tak, že presunieme osový kríž vosi Y kpovrchu kalibra. Natáčaním uhlomernej stupnice avýškovou (rozumej vosi Y) korekciou nastavíme osový kríž tak, aby sa stred jeho X-ovej čiarky dotýkal zaostrenej hrany celého (viditeľného) povrchu kalibra vsvetelnom reze. Týmto nastavením získame priesečník S1 (XS, YS1) osi X apovrchovej priamky kalibra – hodnotu súradnice YS1, ktorú odčítame všpirálovom mikroskope osi Y azapíšeme si ju. Analogicky získame priesečník S2 (XS, YS2) na protiľahlej strane funkčnej plochy kalibra – hodnotu YS2, ktorú odčítame všpirálovom mikroskope osi Y azapíšeme si ju. Hodnotu funkčného priemeru D potom vypočítame podľa nasledujúceho vzťahu:
![]()
(mm) (3)
Priesečník kužeľovej plochy aosi X je možné tiež definovať aj pomocou meracích nožíkov (príslušenstvo kmikroskopu). Vtomto prípade nie je nutné natáčať osový kríž vzhľadom na kužeľovú plochu.
Vykonáme 5 nezávislých meraní (n = 5) funkčného priemeru D. Konvenčne pravú hodnotu potom získame aritmetickým priemerom ztýchto meraní.
2. Návrh merania kužeľovitosti avrcholového uhla kalibra - tŕň
Stanovenie kužeľovitosti kalibra – tŕňa – sa vykonáva pomocou univerzálneho mikroskopu UMM 200 apomocou opticko-dotykového prídavného zariadenia na meranie vnútorných avonkajších priemerov. Stanovenie skutočnej kužeľovitosti kalibra sa vykonáva metódou merania súradníc bodov na povrchových priamkach kužeľa – dotykovým meraním priemerov kalibra D ad na presne stanovenej dĺžke L. Hodnotu kužeľovitosti potom vypočítame podľa nasledujúceho vzťahu:
|
|
(4)
Hodnotu vrcholového uhla vypočítame podľa nasledujúceho vzťahu:
![]()
(°,´, “) (5)
Na mikroskop umiestnime pomocné zariadenie na meranie vnútorných avonkajších priemerov tak, aby merací dotyk zariadenia bol vpolohe merania súradníc osi Y.
Optická schéma zariadenia je na obr . 2. Zmena polohy meracieho dotyku je prenášaná na pohyblivú čiarku, ktorú sledujeme vobjektíve mikroskopu. Vobjektíve mikroskopu je možné vidieť:
1) fixné (základné čiary),
2) pohyblivú čiarku, ktorá sa posúva proporcionálne kvýkyvu meracieho dotyku
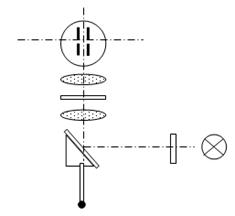
Obr. 2 Optická schéma zariadenia na meranie vonkajších avnútorných priemerov
Fig. 2 Optical diagram of apparatus for measuring internal and external diameters
Do upínacieho zariadenia (upínacie hroty), umiestnime očistený ademagnetizovaný kaliber. Merací dotyk je vpolohe A1 (X1,Y1) podľa obr. 3.
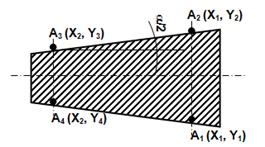
Obr. 3 Rozloženie meraných bodov vsúradnicovom systéme mikroskopu
Fig. 3 Types of measuring points in the coordinate system of the microscope
Pritlačíme merací dotyk na funkčnú plochu kalibra meracou silou. Vyvodzovaním meracej sily nastavíme, vobjektíve mikroskopu, pohyblivú čiarku do strednej polohy medzi stredovú fixnú dvojčiarku. Pohybom meracieho dotyku vosi Zsúradnicového meracieho systému mikroskopu hľadáme extrémne polohy meracieho dotyku na povrchu kalibra (vratný bod). Posuvom Y-ovej súradnice vykonáme korekciu polohy pohyblivej čiarky tak, aby bola vkoincidencii sfixnou dvojčiarkou. Všpirálovom mikroskope osi X a Y odčítame hodnoty súradníc azapíšeme ich. Tým získame relatívne hodnoty súradníc bodu A1 (X1, Y1). Presunieme merací dotyk na protiľahlú stranu kalibra. Polohu meracieho dotyku nastavíme tak, ako je uvedené vpredchádzajúcom texte stým, že poloha osi X (relatívna hodnota súradnice X) musí zostať nezmenená. Všpirálovom mikroskope osi X a Y odčítame hodnoty súradníc azapíšeme ich. Tým získame relatívne hodnoty súradníc bodu A2 (X1, Y2).
Presunieme merací dotyk vosi X opresne stanovenú dĺžku. Presunutie vykonáme tak, že k nastavenej hodnote súradnice X (X1) pripočítame alebo od nej odpočítame (záleží na orientácii počiatočného bodu súradnicového systému mikroskopu) hodnotu dĺžky, na ktorej vykonávame vyhodnotenie kužeľovitosti kalibra. Získame tým relatívnu hodnotu súradnice X2. Stanovenie relatívnych súradníc bodov A3 (X2,Y3) aA4 (X2, Y4) vykonáme rovnakým spôsobom ako ubodov A1 aA2. Získame tým relatívne hodnoty súradníc Y3 aY4.
Pomocou týchto hodnôt potom stanovíme hodnotu kužeľovitosti avrcholového uhla kužeľa podľa nasledujúcich vzťahov:
- kužeľovitosť
(6)
- vrcholový uhol
![]()
(7)
Príklad výpočtu:
Kužeľový kaliber Morse 3 - tŕň
- menovitá hodnota kužeľovitosti C 1:19,922 = 0,05020
- menovitá hodnota vrcholového uhla a 02° 52´ 32“
- menovitá hodnota sklonu a/2 01° 26´ 16“
- najväčšia dovolená chyba kužeľovitosti ±0,0025
![]()
- relatívna hodnota súradnice Y1 92,670 mm
- relatívna hodnota súradnice Y2 71,955 mm
|
|
- relatívna hodnota súradnice Y4 92,374 mm
- relatívna hodnota súradnice Y3 72,162 mm
|
|
- relatívna hodnota súradnice X1 102,355
- relatívna hodnota súradnice X2 92,355
|
|
potom
 |
|||
|
|
|||

Obr. 4 Meranie kužeľového tŕňa pomocou univerzálneho mikroskopu
Fig. 4 Measurement tapered mandrel through universal microscope
 |
Obr. 5 Detailný pohľad na vzájomnú interakciu meracieho dotyku akužeľovej plochy
Fig. 5 Detailed view of the interaction of measuring contact a conical surface
3. Návrh merania kužeľovitosti avrcholového uhla kalibra - krúžok
Stanovenie kužeľovitosti avrcholového uhla kužeľového krúžku je pomerne zložitou metrologickou operáciou ak nemáme kdispozícii 3-súradnicový merací prístroj alebo kruhomer, ktorý by umožňoval vyhodnotenie týchto parametrov. Jednou zmožných alternatív meranie použitím dvoch guľôčok rôzneho priemeru, podľa obr. 6.
Pre hodnotu uhla sklonu a/2 potom platí
(8)
čo vlastne predstavuje polovičnú hodnotu kužeľovitosti.
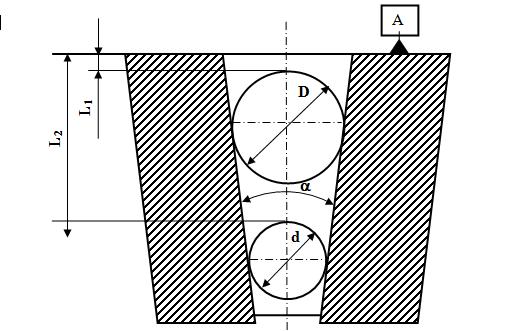
Obr. 6 Schématicke znázornenie metódy merania vnútorného kužeľa pomocou dvojice guľôčok
Fig. 6 Schematic representation of the method of measuring the internal cone with two balls
Príklad výpočtu:
Kužeľový kaliber Morse 0 - krúžok
- menovitá hodnota kužeľovitosti C 1:19,212 = 0,0520
- menovitá hodnota vrcholového uhla a 02° 58´ 54“
- menovitá hodnota sklonu a/2 01° 26´ 16“
- najväčšia dovolená chyba kužeľovitosti ±0,0015
![]()
- priemery použitých guľôčok
d = f7,0002 mm D = f9,0024 mm

Obr. 7 Zobrazenie použitého meracieho systému
Fig. 7 View of the measuring system
- namerané dĺžky: L1 = -3,3670 mm , L2 = 35,9550 mm
Záporná hodnota dĺžky L1 je z tohodôvodu, že vrchol väčšej guľôčky presahoval ponad čelo kalibra (plocha A, obr. 6, 8).

Obr. 8 Detail vzájomnej polohy guľôčky priemeru D afunkčnej plochy A
Fig. 8 Details the relative positions of the ball diameter D and functional area A
potom
![]()
zčoho potom
![]()
![]()
4. Záver
Vsúčasnej modernej strojárskej výrobe je všeobecne známe, že zhľadiska vymeniteľnosti súčiastok, ich správnej montáže azhľadiska funkčných požiadaviek nestačí rozmery súčiastok dodržiavať vpredpísaných toleranciách rozmerov aich povrch vpredpísaných hodnotách drsnosti povrchu. Je tiež súčasne nutné na výrobných výkresoch predpisovať avo výrobe dodržiavať všade tam, kde je to potrebné aj odchýlky geometrického tvaru plôch strojných súčastí. Cieľom tohto príspevku bolo načrtnúť možnosti ametódy merania kužeľových plôch pri kalibrácii kužeľových kalibrov. Je zrejmé, že túto problematiku merania nie je možné zdôvodu početnosti avyužitia rôznych aplikácií úplne vyčerpať. Existujú mnohé iné metódy vyhodnotenia kužeľových plôch avšak výber apoužitie týchto metód bol zúžený na tie najdostupnejšie.
Použitá literatúra:
[1] KLEINEDLER, P.: Zložky metrologickej činnosti vo výrobnom procese. TRANSFER 2007. Trenčín: TnU, 2007. ISBN 978-80-8075-236-1.
[2] Krsek, A. - Ossana, P. - Kuric, I. - Prostredník, D.: Strojárska metrológia a riadenie kvality. Bratislava: STU, 2002. ISBN 80-227-1025-3
Aktuální číslo
Odborný vědecký časopis Trilobit | © 2009 - 2026 Fakulta aplikované informatiky UTB ve Zlíně | ISSN 1804-1795