
Ing. Ivana Kleinedlerová
STU MTF v Trnave
Detašované pracovisko Dubnica nad Váhom
Partizánska
151/3
01841 Dubnica n/V
Slovenská Republika
prof. Ing. Alexander Janáč, CSc.
STU MTF v Trnave
Paulínska 16
91724 Trnava
Slovenská Republika
Abstrakt: Tvar výstupného otvoru použitej abrazívnej dýzy pri rezaní abrazívnym vodným lúčom má vplyv na kvalitu rezanej plochy arastúce náklady na rezanie. Pre zistenie tvaru výstupného otvoru použitej opotrebovanej abrazívnej dýzy je potrebné použiť metódu, ktorá je schopná opticky zachytiť azmerať aj otvor tak malého priemeru (0,5 – 2 mm). Pre tieto účely bolo vrámci experimentu opticky odsledovaných 50 ks opotrebovaných abrazívnych dýz. Cieľom príspevku bolo navrhnúť meracie zariadenie, ktorým je možné odsledovať tvar výstupného otvoru abrazívnej dýzy ajej veľkosť deformácie. Na základe nameraných výsledkov možno následne stanoviť, či je možné dýzu vprocese rezania ďalej používať aza akých zodpovedajúcich technologických parametrov rezania.
Kľúčové slová: abrazívna dýza, meracie zariadenie, výstupný otvor, deformácia
Abstract: The shape of the outlet nozzle used in abrasive water jet cutting affects the quality of the cut surface and the rising cost of cutting. To determine the shape of the outlet used worn abrasive nozzle should use a method that is able to visually capture and measure the hole diameter as small (0.5 to 2 mm). For this purpose, an experiment was optically traceability 50 pieces worn abrasive nozzles. The aim was to design a measuring system, which can be shaped path taken abrasive outlet nozzle and the size of the deformation. Based on the measurement results can then determine whether it is possible nozzle in the cutting process, and continue to use appropriate technology in which cutting parameters.
Keywords: abrasive nozzle, measuring system, outlet, deformation
Úvod
Zakúpenie abrazívnych dýz predstavuje vysoké náklady na rezanie. Najväčší vplyv na rýchlosť jej opotrebenia avkonečnom dôsledku vyradenia zpracovného procesu, má množstvo privádzaného abrazíva. Preto je snahou každého podniku využívať opotrebené abrazívne dýzy vprocese rezania čo najdlhšie. Opotrebenie abrazívnej dýzy sa vprocese rezu prejavuje kvalitou rezu arastúcimi nákladmi na výrobu. Aby bolo možné presne a rýchlo zmerať tvar zdeformovaného výtokového otvoru dýzy, je nutné navrhnúť jednoduché acenovo prijateľné meracie zariadenie. Voľba meracieho zariadenia pre meranie veľkosti atvaru deformácie otvoru vodnej dýzy musí byť prispôsobená možnostiam výrobného procesu ajeho podmienkam.
1. Analýza možností operatívneho merania vzniknutých deformácií výstupného otvoru abrazívnej dýzy vo výrobnom procese
1.1 Meranie deformácií výstupného otvoru dýzy pomocou digitálneho mikroskopu
Mikroskop je optický prístroj, ktorý slúži na zväčšené zobrazenie malého objektu.
Pod označením mikroskop sa obvykle myslí optický mikroskop, ktorý k zobrazeniu používa svetelné lúče, existujú však aj mikroskopy využívajúce iné princípy a spôsoby zobrazenia, napr. elektrónový mikroskop alebo polarizačný mikroskop.
Vyhodnotenie merania: Meranie akontrola opotrebenia abrazívnej vodnej dýzy je možná, ale pri pomerne vysokých obstarávacích nákladoch anutnosti zabezpečenia regulovaného prostredia.
1.2 Meranie deformácií výstupného otvoru dýzy pomocou skenera
Skener (z ang. scanner) je vstupné zariadenie počítača určené na digitalizáciu plošných predlôh. Skener je teda elektromechanické (elektronické) hardvérové zariadenie premieňajúce obrazové (reálne) body do digitálnej formy čiže počítačom spracovateľných dát. Pre skenovanie otvoru abrazívnej dýzy bol použitý opticky 3D skener ATOS I 350.
Vyhodnotenie merania: meranie pomocou skenera je veľmi kvalitné aspĺňa kvalitatívne požiadavky na meranie. Jeho nevýhodou je však vysoká obstarávacia cena.
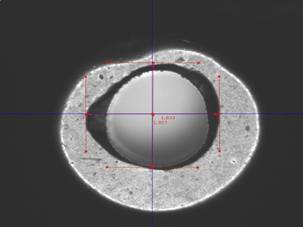
Obr. 1 Zdeformovaný otvor abrazívnej dýzy zosnímaný skenerom
Fig. 1 Deformed hole of abrasive nozzle using a scanner
1.3 Meranie deformácií výstupného otvoru dýzy pomocou VISION SENZORU
Vision senzor možno definovať ako inteligentnú kameru sinteligentným rozoznávaním objektov, možnosťou kontroly viacerých objektov naraz a exportom potrebných parametrov vrámci digitálneho výstupu.
Pre kontrolu abrazívnej dýzy bola použitá čiernobiela kamera Banner s rozlíšením 1280 x 1024 pixelov cez softwarové vybavenie. Celý merací systém pozostáva: zkamery, statívu, osvecovacieho svetla, držiaka, meracieho softwaru inštalovaného vpočítači. Samotným nastavením (polohovaním) kamery získame snímky výstupného otvoru dýzy, ktoré následne vyhodnotí software BLOB za spôsobilé alebo nespôsobilé (obr. 2). Princípom BLOBu je zosnímanie objektov podľa počtu nameraných čiernych alebo bielych bodov. Toto snímanie prebieha zo vzdialenosti kamery od meraného objektu cca 45 mm.
Vyhodnotenie merania: meranie pomocou Vision senzorov pokrýva požiadavky na meranie otvorov dýzy, avšak vzhľadom na vysokú obstarávaciu cenu je vhodné len pre merania v sériovej výrobe.
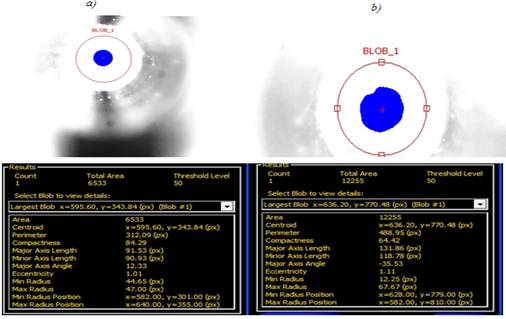
Obr. 2 Porovnanie dvoch snímaných dýz: a) otvor novej dýzy, b) otvor deformovanej dýzy
Fig. 2 Comparison of the two scanned nozzles: a) the hole of a new nozzle, b) the hole of the deformed nozzle
1.4 Meranie deformácií výtokového otvoru dýzy pomocou meracích valčekov
Jedná sa osadu meracích valčekov, s veľkosťou 0,2 až 0,99 mm. Sú to jednoúčelové meracie prostriedky, ktorými nie je možné zistiť potrebnú geometriu otvoru abrazívnej vodnej dýzy, iba veľkosť otvoru dýzy.
Vyhodnotenie merania: presné meracie valčeky sú vzhľadom na vyššie uvedené vlastnosti pre kontrolu výtokového otvoru dýzy prakticky nepoužiteľné.
1.5 Návrh meracieho zariadenia pre meranie deformácií výstupného otvoru dýzy
– USB video digitálny merací mikroskop
Vzhľadom na malé priemery výtokových otvorov dýz 0,5÷2 mm, bolo vrámci experimentu navrhnuté meranie pomocou USB video digitálneho meracieho mikroskopu. Jeho výhodou je zosnímanie aj takto malého otvoru. Tieto systémy umožňujú rýchlo a presne vyhodnotiť kvalitu výrobku. Keďže použitie vyššie uvedených metód merania otvoru vodnej dýzy je spojené svysokými obstarávacími nákladmi meracieho zariadenia alebo zabezpečením adekvátneho meracieho prostredia, ako vhodné meracie zariadenie pre kontrolu výtokového otvoru dýzy bol zvolený USB video digitálny merací mikroskop (obr.3).
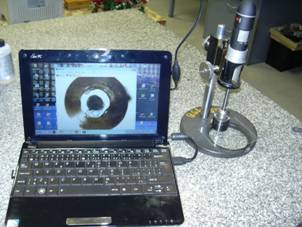
Obr. 3 Kompletná navrhnutá meracia zostava
Fig. 3 The complete designed measuring system
Jedná sa oveľmi všestranný, praktický akompaktný digitálny mikroskop smeracími funkciami, ktorý je vhodný pre rôzne medicínske, priemyselné avýučbové využitie. Uvedeným meracím systémom je možné vykonávať kontrolu priamo na výrobnom stroji avďaka prijateľnému zväčšeniu aLED osvetleniu sa snímaný produkt zobrazí na monitore vostrom obraze aprijateľnej kvalite. Zosnímaný obraz môže byť vkonečnom dôsledku uložený vo forme fotografie ( obrázku ) alebo videa. Výhodou adôležitou funkciou meracieho zariadenia je možnosť merania dĺžkových rozmerov ageometrických tvarov.
Parametre video - mikroskopu:
Zväčšenie: 25 – 200 x
Rozlíšenie: 2 Mpx
Osvetlenie: 8 bielych LED-svetiel
Software: kompatibilný sWindows XP, Vista,
Funkcie: meracie, kalibrovacie
Materiál: umelá hmota, hliník
Rozmery: Ø32 x 120 mm
Pripojenie: USB kábel
Upevnenie: kamera spolarizátorom sú upevnené na mikroskopickom statíve.
Cez USB kábel je kamera pripojená kPC. Meraný produkt je upevnený vskľučovadle.
Postup merania: Dýza sa vloží aupevní do skľučovadla, medzi kameru aspodné osvetľovacie sklíčko. Dýza sa následne nasvieti spätným osvetlením. Po nastavení kvalitného obrazu výtokového otvoru na monitore PC sa zosníma jeho obraz ( deformovaný výtokový otvor ), vo vyhodnocovanom softvéry. Následne sa namerajú jeho hodnoty. Meranie prebieha vo vzdialenosti otvoru dýzy od kamery cca 45 mm. Vzhľadom na veľkosť nameraných hodnôt atvar deformovaného otvoru je možné stanoviť, či je dýza naďalej použiteľná vo výrobnom procese. Smerodajnou hodnotou je tvar výtokového otvoru amaximálne dĺžky otvoru vsmere osi x aosi y.
Vyhodnotenie merania: navrhovaná meracia zostava je relevantná svojou obstarávacou cenou ameracími možnosťami pre kontrolu výtokového otvoru abrazívnej dýzy. Jej obstarávacia cena je prijateľná. Okrem iného výhodou tejto meracej zostavy je aj malá veľkosť, možnosť merania pomocou meracieho softwaru a možnosť jej využívania aj u iných meraní. Dôležitou meracou vlastnosťou je zistenie azmeranie geometrického tvaru otvoru dýzy a možnosť na základe zisteného tvaru deformácií - polohovanie dýzy vzhľadom na súradnicový systém rezacieho stroja.
2 Vzniknuté tvary výstupného otvoru opotrebovanej abrazívnej dýzy
Cieľom tohto experimentu bolo stanovenie tvarov a veľkosti deformácie výtokových otvorov vybraných použitých (opotrebovaných) abrazívnych dýz. Najväčšie opotrebovanie abrazívnej dýzy je vhornej časti na vstupe. Tento fakt nasvedčuje tomu, že trieštenie abrazíva sa deje vo zvýšenej miere vhornej anie dolnej časti dýzy. Vhornej časti dýzy je vyšší počet odrazov vzhľadom na nízku rýchlosť častíc. Vtejto fáze tiež majú častice viac ostrých hrán, čo zvyšuje možnosť erózie. Táto skutočnosť bola potvrdená aj vrámci vykonaného experimentu. Snímaná abrazívna vodná dýza bola vyrobená zmateriálu karbid volfrámu, priemeru 0,76 mm adĺžky 76 mm. Dýza bola rozrezaná technológiou drôtového rezania pozdĺž jej dĺžky na dve rovnaké časti.
Pomocou skenera avideo - mikroskopu bolo možné opticky zaznamenať anamerať jej vnútorné opotrebenie (obr. 4, 5 ).
Obr. 4 Namerané hodnoty rozrezanej opotrebenej dýzy pri použití skenera
Fig. 4 The measured values of the worn nozzle using a scanner
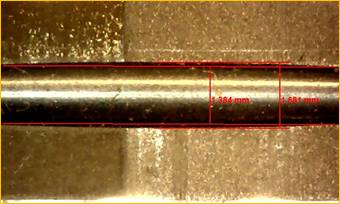
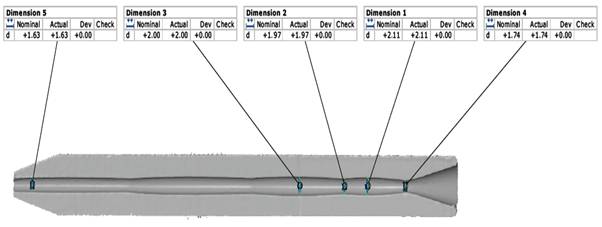
Obr.5 Meranie hodnôt vnútorného priemeru rozrezanej opotrebenej dýzy video-mikroskopom
Fig. 5 The measurement values of the internal diameter of the worn nozzle using video-microscope
Vstrojárskej praxi dochádza ku kontrole opotrebenia abrazívnej dýzy viac-menej iba vizuálne – voľným okom. Vrámci experimentu boli vybrané vzorky opotrebovaných abrazívnych dýz rovnakého priemeru (0,76 mm) arovnakého materiálu ( karbid volfrámu ), ktoré už nebolo možné použiť vzhľadom na ich opotrebenie vďalšom procese rezania. Sledoval sa zdeformovaný tvar výtokového otvoru dýzy. Tvary výtokových dýz boli odsledované a zdokumentované pomocou video-kamery, ako bolo popísané vbode 1.5.
Vyhodnotenie:
Všeobecne je možné zhodnotiť, že výstupný otvor sa môže deformovať [2]:
a) do tvaru zväčšeného takmer kruhového otvoru (zväčšujúci sa Ø pôvodného otvoru), obr. 6a
b) do tvaru elipsy, obr. 6b
c) do tvaru n – uholníka, obr. 6c
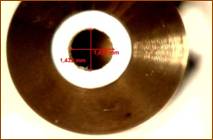

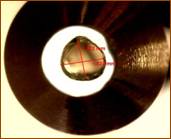
Obr.6 Opotrebený výtokový otvor abrazívnej dýzy
a) v tvare zväčšujúceho sa takmer kruhového otvoru, b) v tvare elipsy, c) v tvare n-uholníka
Fig. 6 Hole of worn nozzle: a) - the circular hole, b) the elipse, c) the polygon
3. Záver
Vzhľadom na to, že doposiaľ bola vo vedeckej oblasti spracovaná najmä problematika kvality rezanej plochy rezaním abrazívnym vodným lúčom, bolo cieľom príspevku analyzovať najmä problematiku vsúvislosti s opotrebovaním abrazívnej dýzy, konkrétne výtokového otvoru, ktorého deformovaný (opotrebený) tvar výrazne vplýva na kvalitu obrobeného (rezaného) povrchu materiálu. Motiváciou kriešeniu problematiky tejto práce je využiteľnosť anásledná aplikácia použitých abrazívnych dýz vprocese rezania, čím je možné znížiť náklady podniku sobstarávaním nových vodných dýz. Na začiatku bolo nutné zvoliť optimálne meracie zariadenie ( meraciu zostavu ), ktorá by spĺňala požadované meracie požiadavky ( najmä schopnosť zosnímať malý výtokový otvor dýzy ) abolo cenovo prijateľné sohľadom na potreby merania. Ako najvhodnejšie meracie zariadenie pre kontrolu abrazívnej dýzy bol zvolený USB video digitálny merací mikroskop. Ako už bolo uvedené, kvalitu rezu ovplyvňuje ako jeden znajdôležitejších faktorov opotrebenie (deformácia) výtokového otvoru abrazívnej dýzy. Zväčšením otvoru dochádza kzväčšeniu rezacieho abrazívneho vodného lúča, čím dochádza kzväčšeniu rezacej medzery, nekvalitnému rezu akzvýšeniu drsnosti obrábaného povrchu. Pre potreby experimentu bolo zozbieraných 50 vzoriek použitých aopotrebovaných abrazívnych dýz. Pomocou navrhnutej meracej zostavy bol sledovaný tvar aveľkosť opotrebenia výtokového otvoru týchto použitých dýz vporovnaní srozmermi novej ( nepoužitej ) dýzy toho istého priemeru. Výsledkom tohto sledovania je stanovisko, že výtokový otvor použitej abrazívnej dýzy môže byť opotrebený ( deformovaný ) vtvare zväčšujúceho sa pôvodného kruhového otvoru dýzy, vtvare elipsy, alebo vtvare n-uholníka. Na základe týchto skutočností možno navrhnúť metódu nového využitia použitých abrazívnych dýz vprocese rezania, ktorá by sa kvalitatívne priblížila rezaniu novými abrazívnymi dýzami azároveň by sa znížili ekonomické náklady na výrobu (rezanie abrazívnym vodným lúčom).
Použitá literatura:
[1] S. Hloch; J. Valíček, Vplyv faktorov na topografiu povrchov vytvorených hydroabrazívnym delením. Prešov, (2008). ISBN 978-80-553-0091-7.
[2] Kleinedlerová, I et. al.: The impact analysis of the selected abrasive water nozzle parameters shape in relation to the machined surface geometrical accuracy. In: TEAM 2011 : Proceedings of the 3rd International Scientific and Expert Conference with simultaneously organised 17th International Scientific Conference CO-MAT-TECH 2011, Trnava Slovakia. - Slavonski Brod : University of Applied Sciences of Slavonski Brod, 2011. - ISBN 978-953-55970-4-9. - S. 212-215
[3] http://www.bannerengineering.com
Aktuální číslo
Odborný vědecký časopis Trilobit | © 2009 - 2026 Fakulta aplikované informatiky UTB ve Zlíně | ISSN 1804-1795